1. 緒 言
近年,プリント基板や燃料射出ノズルなどの工業製品の高集積化・高精度化が進んでいる.そのため,直径1mm以下の小径穴加工の需要が増大している.しかし,従来の慣用小径ドリル加工は,ドリル自体の剛性の低さ,切り屑排出の困難さなどの問題を抱えている.これを解決するためのひとつの方法として,超音波振動援用加工が挙げられる.超音波振動援用加工とは工具,あるいはワークに超音波振動を付加して切削・研削加工を行う加工方法である.ドリル加工の際にも超音波振動を軸方向に付加することによって切屑排出性の向上や切削抵抗の低減ができることが実験的に明らかになっている. 鬼鞍らの研究では,ドリルに軸方向の超音波振動を付加することで切屑−すくい面間の摩擦が低減されることによる切削抵抗の減少,食付き性の向上による穴寸法精度や穴形状精度の改善,切屑流出速度の向上による排出性の改善,傾斜面へのブシュレス穴加工に対する有効性を示した.
竹山らの研究では,ドリルに軸方向の振動を付加することによるばり発生の抑制効果を明らかにした.
筆者らは,市販の小径ドリルで超音波振動援用加工の効果を確認するため,金型鋼などに対して加工を行った.だが,超音波振動を援用した場合,加工した穴の開口部でバリ・ダレが発生し,工具寿命も低下してしまった.この原因を追究するために,FEMによる周波数応答解析と振動撮影を行ったところ,工具が軸方向に振動する本来の振動モード(縦振動)ではなく,工具が曲りながら振動する曲げ振動が支配的であることがわかった.
そこで,曲げ振動ではなく縦振動が支配的な形状を,機上に設置したワイヤ放電加工機により,耐チッピング性が高く難削材の加工に使用されるPCDを小径ドリルへ成形し,超音波振動援用の効果を確認した.
2. 原 理
超音波振動援用切削とは,工具あるいはワークに超音波強制振動を加えながら行う加工である.工具が振動することで工具とワークは接触・非接触を繰り返し,断続的な加工となる.この接触の瞬間に発生する衝撃エネルギによって加工が行われるため,高硬度脆性材料を加工する事に適している.超音波振動援用切削のメカニズムはまだ完全には解明されていない. ドリル加工においては超音波振動を軸方向に作用させる方法とねじり方向に作用させる方法,それらの複合振動を用いる方法の3種類があり,共通して以下のような特徴がある.
切削抵抗の低減効果,軸方向力の低減効果,穴寸法精度の向上,穴形状精度の向上,工具寿命の増加,切屑排出の円滑化,ばり発生の抑制効果,本来不可能な斜面や曲面への加工を可能にする効果
3. 実験装置・方法
3.1 PCDドリル創成方法
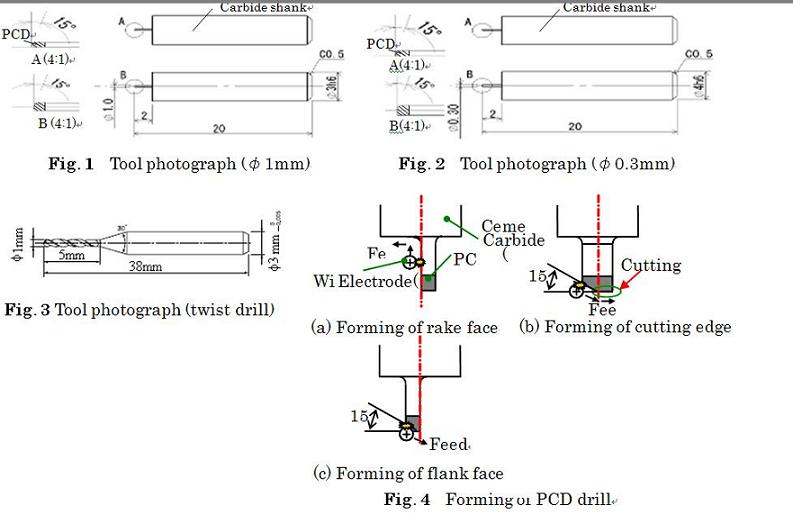
今回創成したPCDドリルを図1,2に市販のツイストドリルを図3示す.PCDドリル創成は,初めにドリルブランクを半月上にするため,ドリル先端のPCD部分から放電を開始し,Z軸方向へ上がる.シャンク部分まで移動した後,Y軸方向へ移動し,すくい面の加工を終了する.先端のPCD部分から加工を開始するのは,PCDと超硬の接合部分に力を与えないようにするためである.すくい面の創成概略図を図4(a)に示す.すくい面を成形した後,回転装置で工具を半時計周りに90°回転させ,ドリルの逃げと切刃を作成して一枚刃にする.切刃の成形概略図を図4(b)に示す.切刃を成形した後,回転装置で工具を半時計周りに90°回転させ,ドリルの逃げ面を作成する.切刃の成形概略図を図4(c)に示す.
3.2 加工機械
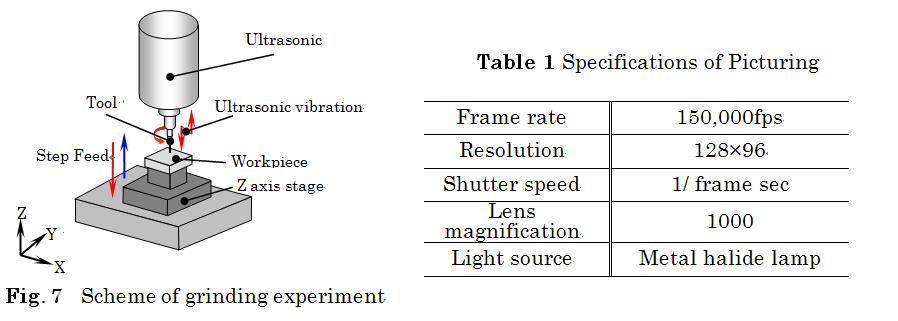
本研究では内径精密加工専用機(倉敷機械KIP-300)の主軸を,40kHzの超音波スピンドルに交換した工作機械を用いた.加工装置の概要図を図7に示す.超音波スピンドルは,回転運動と同時にZ軸方向超音波振動を工具に与えることができる.主軸の最高回転速度は20000min-1である.
3.3 撮影装置
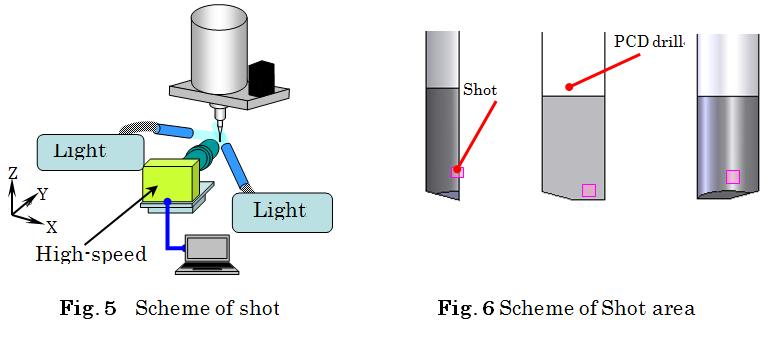
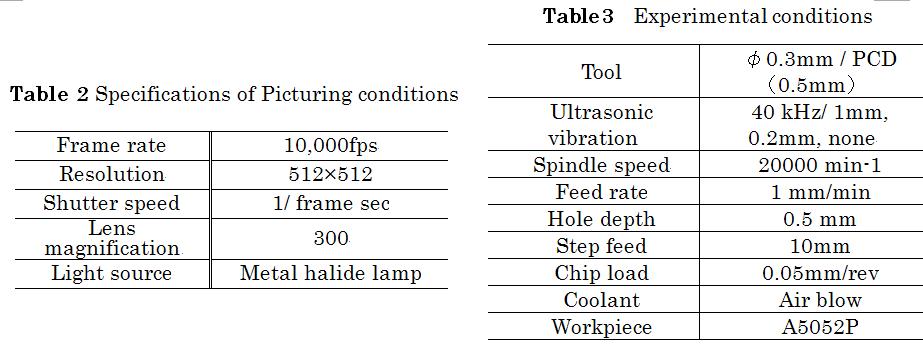
創成したPCDドリルの振動モード及び切屑生成過程を確認するために,高速度カメラ(PHOTRON Limited FASTCAM SA4)で撮影を行った.撮影概略図と撮影箇所を図5,6に,撮影条件を表1,2に示す.
3.4 加工方法
加工条件を表3に示す.超音波スピンドルに取り付けられた工具にはZ軸方向の超音波振動(40kHz)と同時にスピンドルの回転運動が与えられる.実験は,A5052Pに対し直径0.3mm,深さ0.5mmの止まり穴をステップ送りで超音波振動の振動振幅を変化させて行った.
4. 実験結果
4.1 振動モード撮影
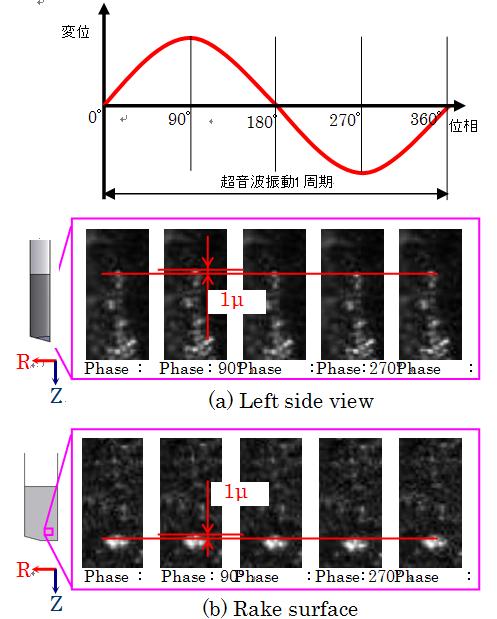
超音波振動援用ドリル加工において,振動モードは加工に大きな影響を与える.振動モードにおいて,縦振動が支配的ならば超音波振動の効果が得られるが,曲げ振動が支配的な場合は,穴形状や工具寿命に悪影響を及ぼす.そのため,PCDドリルが縦振動モードで振動しているか確認しておく必要がある.工具先端の振動振幅撮影は,高速度カメラで行う.撮影は,片振幅1mmに設定し,ドリルのすくい面,側面,背面の振幅モード3方向から撮影した.図8に撮影結果を示す. 3方向から撮影した結果,全てにおいて半径方向へ振動せずに,軸方向へ振動しており,振動振幅も設定値である1mmであることが確認できた.このことから,自作したPCD工具は縦振動モードで振動していることが確認できた.
4.2 振動振幅の影響
ここでは,振動振幅を変化させ,振動振幅が加工へ与える影響について実験する.振動振幅の調整はアンプのボリュームで行う.実験は,音波振動援用なし,片振幅0.2mm,片振幅1mmの3種類で行った.測定には,動力計,トルク計の順に設置して,その上に被削材を固定して行った.
4.2.1 穴形状への影響
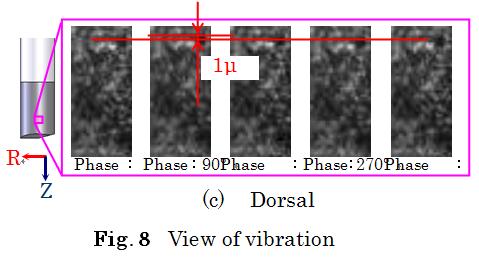
図9に加工した穴のSEM写真を示す.慣用加工と片振幅0.2mmでは,加工中にPCDドリルが折損してしまったが,片振幅1.0mmでは穴を加工することができた.慣用加工では切削抵抗が大きいため,折損したが,片振幅0.2mmでは超音波振動の効果があまり得らなかったため,切削抵抗が大きくなり,折損したと考えられる.
4.2.2 超音波振動による打痕
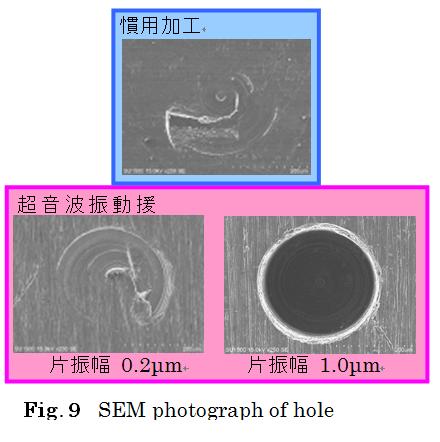
図10に超音波振動を援用した片振幅1.0mmの穴底面のSEM写真を示す.底面には,鱗状の模様が見られる.その模様の間隔は約1.6μmであり,理論上の超音波振動1周期中に切刃が掃く長さが約1.57μmであることから,超音波振動によって出来た打痕であると考えられる.計算式を下記に示す.
超音波振動による打痕間隔luは,

ここで,r:加工関与切刃の回転半径 mm,S:スピンドル回転数 min-1,f:超音波振動の周波数 Hz
SEM上で測定した打痕の位置が中心から約0.17mmだったため,r =0.03mmとする.今回の条件,F=1 mm/min, S=20000 min-1, f=40kHz, r =0.03mmをそれぞれの式に代入すると,lu = 1.57μm となる.
4.2.3 切屑への影響
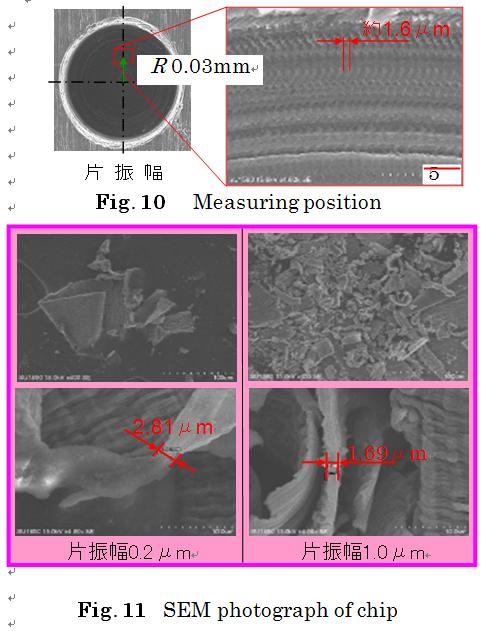
図11に加工中採取した切屑のSEM写真を示す.超音波振動を援用していない慣用加工では,切屑を採取できたなったため,記載していない.片振幅0.2mmでは切屑の大きさが約100mm,切屑厚さ2.81mmであるが,片振幅1.0mmでは切屑が微細化し20μm程度の粉状になり,切屑厚さも1.69mmであった.これは,振動振幅が大きくなったため,超音波振動による切屑の微細化の効果が高まったためだと考えられる.
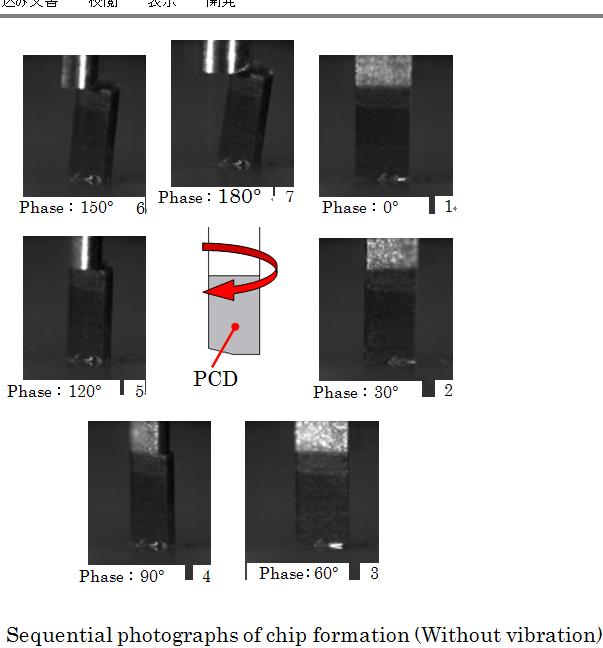
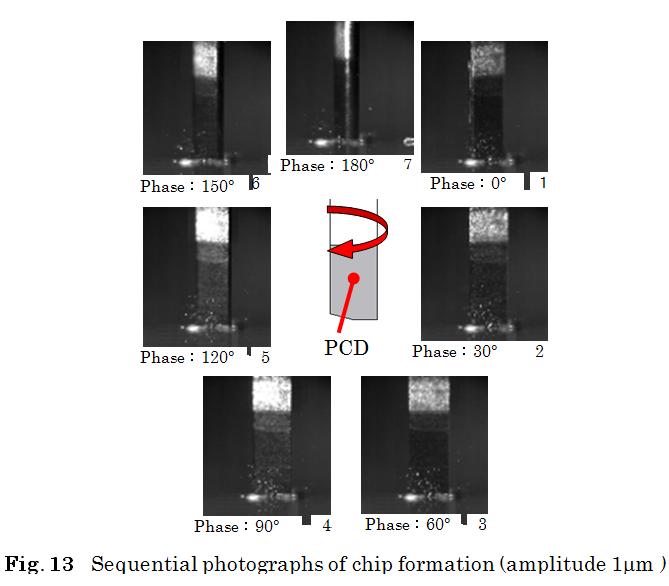
4.3 超音波振動が切屑生成に及ぼす影響
超音波振動の有無で切屑生成への影響を実験した.撮影は,超音波振動を援用しない慣用加工と超音波振動を援用した片振幅1mmの2種類で行った.図12に,慣用加工の半回転中の切屑生成過程を示す.図13に,片振幅1mm で行った超音波振動援用加工の半回転中の切屑生成過程を示す.図12,13より,慣用加工では,1回転の途中で超硬とPCDの結合部分でPCDドリルが折れてしまった.さらに,切屑形状も連続して大きく,ワーク表面から離れずに残っている.それに対して,超音波振動を付加した加工では,加工開始直後から細かい切屑が生成され,折れることなく加工できた.だが,超音波振動を付加した場合,細かく微細化した切屑と共に,大きな切屑が見られた.これは,前回転時の超音波振動加工で成形されたワーク表面の打痕周期と次回転における超音波振動の刃先軌跡の位相が異なったためだと考えられる.図14に示すように同位相の場合は,均一な切屑が生成され,逆位相の場合は小さな切屑が生成されると考えられる.

5. 結 言
(1) 3方向から撮影した振動モードから,自作PCDドリルが縦振動モードで振動している事を確認した.
(2) 振幅量が加工へ影響を与えることを確認した.振動振幅が大きくなるほど切屑の微細化と切屑厚が減少した.
(3) 超音波振が切屑生成へ影響を与えることを確認した.超音波を付加することによって切屑が微細化した.
謝 辞
この研究は,長野県テクノ財団の2009年度助成金を受けて行われた.この場を借りて,関係各位に謝意を表する.
参考文献
1)隈部淳一郎,精密加工 振動切削 −基礎と応用−,実教出版,1979.
2)鬼鞍宏猷,大西修,馮金海,神田敏和,森田貴博,超音波振動が小径穴の加工精度に及ぼす効果,精密工学会誌 62(5),676-680,19960505(ISSN 09120289) (社団法人精密工学会)
3)鬼鞍宏猷,大西修,超音波振動小径穴加工における切削機構,精密工学会誌 64(11),1633-1637,19981105(ISSN 09120289) (社団法人精密工学会)
4)大西修,鬼鞍宏猷,傾斜面への微小径穴加工における超音波振動の効果,精密工学会誌69(9),1337-1341,20030905(ISSN 09120289) (社団法人精密工学会)
5)竹山秀彦,ばりの抑制を目的とする振動穴あけに関する研究,精密工学会誌 59(10),1719-,1993(社団法人精密工学会)
最後に適切な工具形状を調査するため,ANSYSを用いた有限要素法解析の例を示す.
