インコネルへの小径ドリル加工
インコネル600は、Ni基耐熱耐食合金であり、航空・宇宙・自動車産業などの高温環境で使用される
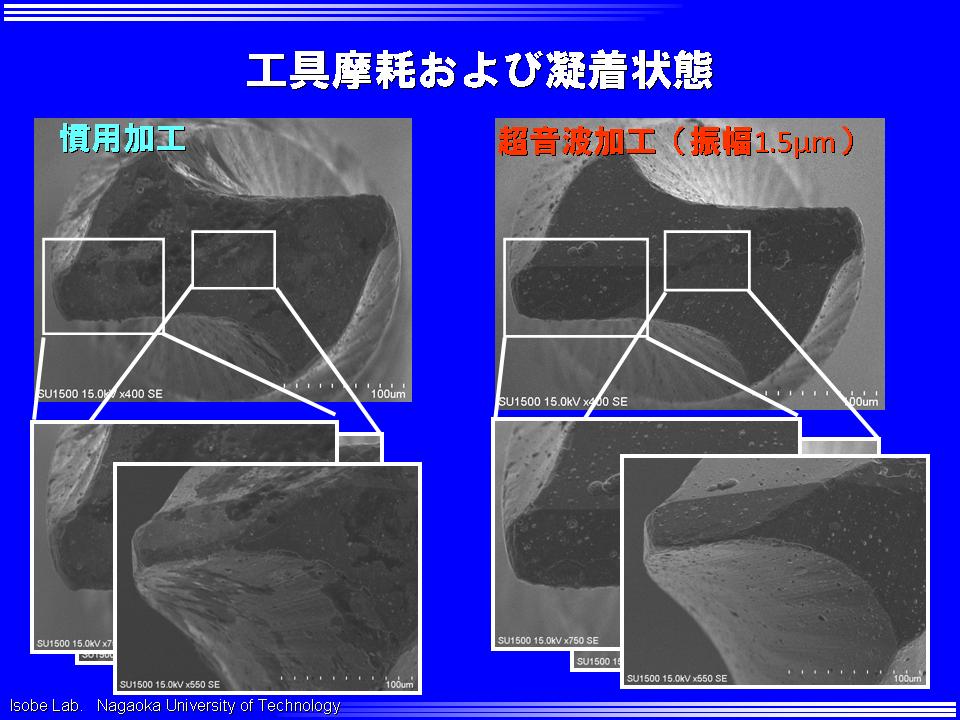
熱伝導率が非常に低いため,切削温度が高温になりやすく,工具寿命が著しく悪い.工具との親和性は高く,溶着し凝着折損しやすい
インコネルに対する小径ドリル加工は非常に困難で,加工事例も少ない
被削材:インコネル600
使用工具:超硬ソリッド工具φ0.3
回転数:5000rpm(外周切削速度:0.15m/s)
送り速度:9.6mm/min(チップロード:0.96μm/rev)
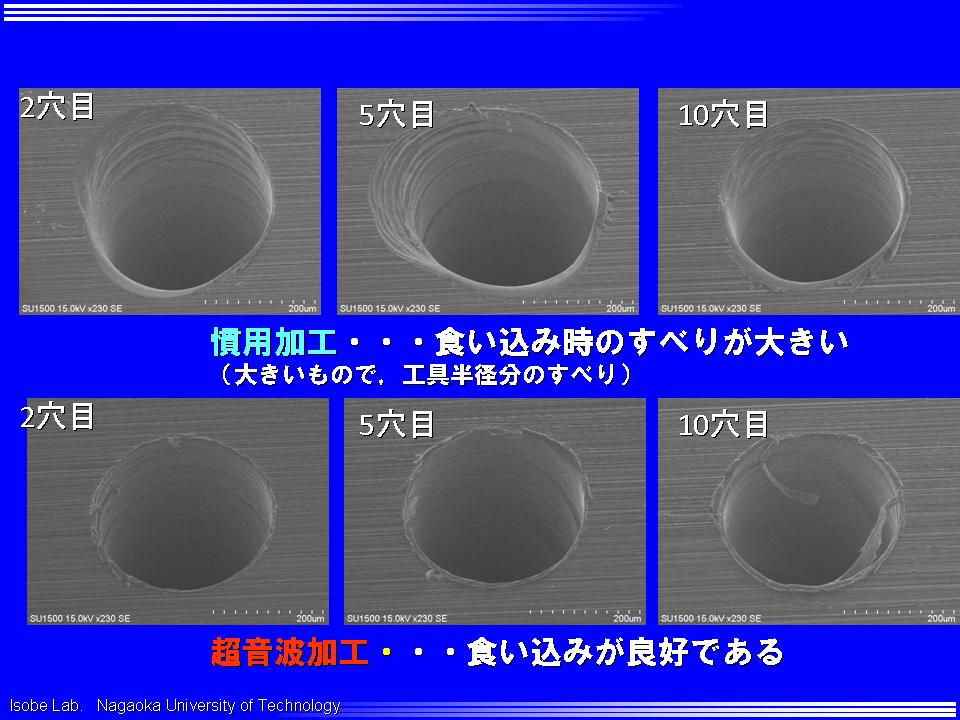
①工具加工初期段階での超音波加工の効果