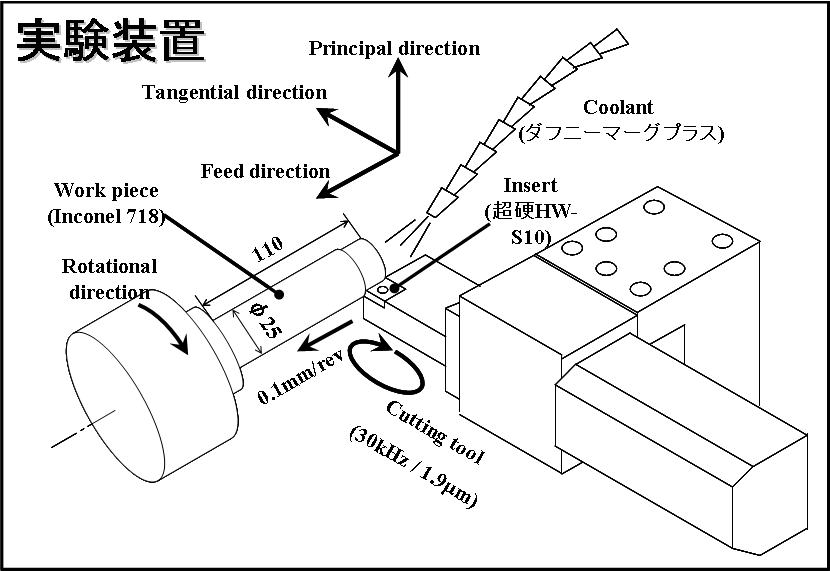
旋削加工において,工具を超音波振動させることで,加工抵抗の低減効果が期待できる.ここでは,デモンストレーションのために,インコネルの細軸加工を実施した.
被削材:インコネル718 切削速度:3m/min 切り込む量:0.5mm 超音波旋削の動画(8.2MB・・・音声あり注意) 慣用加工での切削目 超音波加工での切削目 慣用加工では,加工中に1kHz〜2kHzの可聴音が聞こえる. これは,加工抵抗によってびびり振動が生じているためである. その結果,被削材表面には切削痕が明確にあり,表面粗さ1.46umRaとなった. これに対して,超音波加工では,ビビリ振動による加工音は聞こえない. また,被削材表面粗さは0.72umRaまで改善された. 慣用加工(上)では,加工抵抗によって被削材が逃げるので,直径φ10で加工ができなくなった. 100mmの長さに対して,直径差1.4mmが確認できる. 一方,超音波加工(下)では,加工抵抗が少ないので,直径φ7.4まで加工を進めた, このときに直径差は0.6mmであり,超音波加工の優位性が確認できた.